

PhotoCounter spent a couple of hours with Ron Kubara, Noritsu’s worldwide spokesperson and Shane Martin, sales and marketing director for Noritsu’s local distributor, Australian Photographic Supplies, earlier this year in a wide-ranging discussion on retail photographic printing.

Shane Martin, APS (Noritsu distributor), Bonnie Cheng, Noritsu Australia and Ron Kubara, Noritsu Worldwide Strategic Sales and Planning director.
The first results of this was our (so far world exclusive!) story on the new Noritsu Green III duplex dry lab. The following report covers the current state of play when we look at the comparative viability of printing photos using silver halide and inkjet technology:
Of course, cost is a primary consideration to photo lab operators…
Ron Kubara, Noritsu: When you look at the overall costs it’s not just about the ink and paper or chemistry and paper but that is the easiest measure for people to do the math. What they don’t do is include, for instance their insurance premium on a $100K printer versus a $50K printer. When you take all these things into the overall cost of ownership a more exact picture emerges.
Every market is different because there’s so many variables. For instance the power costs in Australia are huge compared to Canada where I live. (Ron mentioned 8 cents/KwH – compare that to South Australia’s 35c+/KwH!)
When volume is really high the total cost of ownership for AgX goes down and down and down. When volume is low there is a point where AgX and inkjet cross and where inkjet cost of ownership becomes lower.
In the US it costs about US$1500 or higher annually just to keep a wet lab printer warm. In electricity alone. US has lower electricity costs than Australia so I can’t tell you what it would be here.
Now an inkjet printer if you want to make one print it turns on, makes one print, shuts off, and electricity is zero after that.
Also there’s the issue of heat generation – with AgX you need electricity to cool the air down in summer – adding to aircon costs. (Although Ron also conceded that in cold climates, the heat from the minilab can actually supplement the ambient heat requirements.)
Shane Martin, APS: In Australia, the power saving [switching to inkjet] is somewhere around $3000. Everybody who has switched to a dry lab says it’s immediately noticeable – the next bill comes down.
Retail is extremely seasonal in Australia for photo. If I’m a commercial type lab I will keep volumes fairly steady across year. But if I’m in, say, northern Australia there are big peaks and troughs. A lot of the small touristy towns are where we do see the challenge of running silver halide these days. The volume is not high, and trying to keep the chemistry matched to the paper for 12 months of the year is very hard.
On the other hand, with inkjet it is pretty easy – with some basic maintenance – to maintain quality for those 12 months of the year.
RK: In fact, if you follow the basics, the print will be the exact same print here or overseas.

While they can’t match the energy efficiency of inkjet dry labs, new-generation silver halide printers such as the Noritsu QSS 38 series are far less electricity hungry than older technology.
SM: It also needs to be stated that new Noritsu QSS 38 series silver halide machines are dramatically more energy efficient than older series of [silver halide] machines.
In Australia in winter you have to have the machine warming from about 8am. When an inkjet lab is on standby it is not using any electricity whereas a wet lab is always using electricity keeping chemistry warm.
If everything else is equal, inkjet is going to cost you more to make a standard print, but the gap has come down quite dramatically over the years. Silver halide prices were low about five years ago but worldwide both Fuji and Kodak have continued to increase the costs. Chemistry has gone up quite a bit more than paper.
Part of the reason is less production, part is the increasing cost of silver and part is the chemistry costs – handling costs and disposal costs and the like has all gone up quite dramatically.
Local councils and shopping centres have made it harder and harder – they don’t want chemistry going down their drains.
And the cost to ship chemistry continues to go up quite dramatically. Now you can’t ship most chemistry with normal goods so you need separate consignment note, and there’s a charge for that.
On the other hand, our price on paper and ink from Noritsu has continued to come down over last two years particularly. Retailers have probably seen a 10 percent reduction in the cost of inks and paper over that time.
RK: The short exposure periods from laser units in wet labs means more silver is needed in paper and to achieve higher colour gamuts. And to make deep blacks in AgX needs silver-rich paper. Some of the high-gamut papers from Kodak and Fuji are very nice. They can compete very closely with the gamut of inkjets. But they cost more money to make.
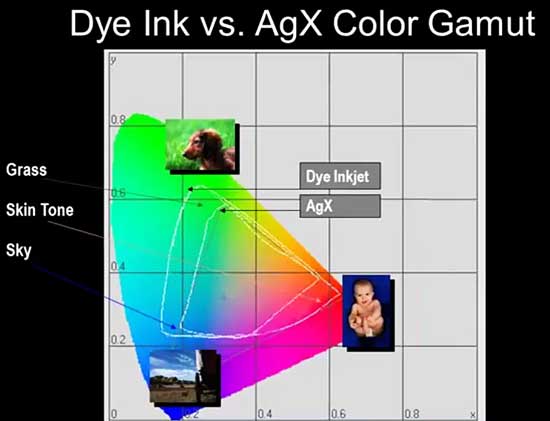
Dye inks have a larger colour gamut than silver halide technology. (Source: Noritsu, Ron Kubara)
And there is no doubt silver halide is superior in continuous tone and skin tone. Skin tone continuous tone. There are no dots to be seen in silver halide laser prints. So a portrait photographer may prefer silver halide to inkjet.
But inkjet can replicate the AgX look by softening the print. Noritsu has SGS – ‘super grain suppression’ in its EZ Controller software to replicate a continuous tone look, if that’s what you are looking for. So inkjet can make a fair fist at replicating an AgX look and at the same time it’s more versatile in other ways
The versatility of the Noritsu EZ Controller software allows a lot of adjustment to the end result of our inkjet. There is a lot of flexibility and adjustment in how the resulting print can look.
SM: The problem we have with the wet machines is that they won’t be replaced until the running costs of current machine becomes excessive. Generally the motivator is an old machine dying.
So we get the occasional new customer for wet labs, but there are not a lot of those. We get some customers adding a second or third printer to their suite as their businesses grow. But are we going to sell 30 wet labs this year? No.
But some customers will stay with AgX. They have built their marketing- to commercial customers in particular – around silver halide. If that’s working for them we are happy too.
If I’m replacing an AgX lab my infrastructure is already there – my plumbing my water, three-phase power…If I’m in a shopping centre I can generally take one out and put one in. But it’s not so easy with new sites. The red tape they have to go through with a Westfield is just not worth their while.
We asked Ron and Shane some specific question about ink sets – why Noritsu only uses four colours in its dry labs yet professional wide format printers boast 10 or 11 or 12 colours. Surely that means the dry lab print is inferior in image quality?
RK: We produce the same colour gamut [as wide-format printers] with four colours. We can often exceed the colour gamut of a wide format printer We are a different technology. With pigment ink, when you drop a colour shade on top of another you can’t see the original dot – it blocks it. So you have to add extra colours. The first were light cyan and light magenta. Why? Because with only four pigment colours you had to have a way to adjust the colour of skin tones: warmer skin tones with magenta, cooler with cyan.

Inks are either opaque (pigment, left), or translucent (dye). Translucent inks blend to form news shades as in silver halide printing. Opaque inks require more colours to create a larger colour gamut. (Source: Noritsu, Ron Kubara)
But when dye inks, which are translucent, land on top of each other they create a new shade and we don’t need that many inks to create a huge colour gamut. So you can see red, green, and blue even though we don’t have red, green and blue inks.
So when someone says to me why don’t you have more inks to make a larger gamut – well we don’t need to. We could make all the colours and all the gamut possible with just four colours. Although there are some differences – the Noritsu ink set goes deeper into the red part of the spectrum while for example, an 11-colour pigment ink set goes deeper into green.
When our competitor says they’ve added sky blue and pink to increase the gamut – how can a light blue and a dark pink increase the gamut of a dark blue and dark pink? They are not increasing the gamut. They are adding more ink cartridges and inventory. They are adding all sorts of things but not adding gamut.
An 11-ink cartridge printer doesn’t use more ink so overall cost is the same, but adding more dye inks does not increase the gamut. Adding more pigment inks increases gamut.
‘Why shouldn’t retailers source lower cost third party papers and inks?’ we asked.
RK: When it comes to ink, you are not simply paying for the ink cartridges – you are paying for the technology to dispense the ink. And there are 360 tiny nozzles on one printhead – so you are also paying for the algorithms on when each nozzle fires…The ink has to pay for all that technology and if we want that technology to move on it’s got to come from somewhere.
Going to a third party ink maybe solves a short term problem for the individual retailer, but the manufacturer can’t continue to put the level of R&D into the technology.
And of course there are sound technical reasons. For instance paper curl, especially in humid environments. More curl equates to the head striking the paper and this will damage the head. Noritsu paper has less paper curl.

When an ink droplet lands on the paper surface it can spread in one dimension. This is called dot gain and reduces sharpness. The degree of dot gain is a factor of paper technology. The objective is to maintain the circular dot shape.
We spend a great deal of time ensuring that our paper is completely compatible. We make sure when it is manufactured the grains are aligned so when it’s cut we don’t get excessive paper dust. We know our paper produces less paper dust and is less subject to curl than other manufacturers. Trying to get that message out is challenging.
We highly recommend that whatever printer you are using you stay with a reputable high quality brand paper that is certified for that model printer.
SM: Even if you are using, say, an Epson or Canon 36-inch the same thing applies. There are always less issues with paper designed for the machine.
Apparently 300dpi is the maximum resolution the human eye can detect. So what’s all this hype about printers which can do ‘High Definition’ printing – 640 0r 720 or even 1440dpi – what’s that all about? For instance, does the Canon Dreamlabo deliver a better result at its claimed 2400x1200dpi than a 300 or 360dpi printer?
RK: 267 dpi is the resolving power of a healthy human eye, and hence 300dpi is the standard for photo printing .

Inkjet printers can have a range of droplet sizes. Dye inks can have droplet sizes as tiny as 1.5 picolitres for greater sharpness and smoother detail. (Source Noritsu, Ron Kubara)
At 1440×1440 resolution mode, 1440×1440 is the total number of ink drops the printer will create in the X and Y axis. When compared to 720×720 mode, 1440×1440 will use smaller drop sizes requiring the print head (X axis) to make more passes over the same area to obtain the required amount ink for the print, therefore the paper advance is reduced (Y axis). In both cases, the actual dpi of the head/s is 360 but as the drops are smaller and are dispensed on top of an earlier head pass, the resolution increases and the printer becomes slower.
I would put our printers up against the Dreamlabo. Its advantage is that it is fast. It produces good image quality, sure, but the reality is no one has better than 360dpi.
In fact, if we were to print at 720 dpi it we would hear ‘these inkjet prints are too sharp, they don’t look real.’ We would actually need to soften the image up.
Any observations on dye-sub as an alternative?
SM: Cost is a relative thing from country to country but dye-sub material costs are probably the highest. For 6×4, dye sub is comparable in price but as the print size gets larger it blows out enormously. An 8×10 is basically $2. For inkjet its somewhere between 50 to 80 cents.
You are using 100 percent of the material even when it is not needed.
RK: There’s issues with whites and blacks in dye sub – the clear protective coating can have a tone to it which isn’t to everyone’s personal preference. And it’s difficult to make black. They mix cyan magenta and yellow together and what they get is an extremely dark grey. With inkjet we put a black down and you get a black, so the contrast range is better.
There’s a sense that printheads fail too often with inkjet dry labs. Any comments?
RK: Replacing the head is always expensive on anyone’s machine. I think often the decision to replace a head is done a bit too swiftly by technicians. Other preliminary techniques should be attempted.
Noritsu technicians are trained very clearly to not rush out and change the head – it doesn’t help anybody, it’s just a cost to the business.
So the technician should ask, what’s plugging the nozzle? Generally it’s paper dust. Absorber dust transfers over to the head, and when head gets to end of its path there’s a wiper to wipe off excess ink. If you have lots of paper dust that wiper is going to squeegee that paper dust into the nozzle of the head.
So when a plugged nozzle is cleared and then the problem comes right back, it is assumed a new printhead is needed – but it could simply be that the absorbers need cleaning.
SM: If the operator spends 10 minutes a night to wipe over we don’t see these problems. High volume stores’ machines don’t tend to have these problems as they tend to look after them better. It tends to be the smaller operations where they have 2 or 3 part-timers working where we tend to see the problem.
So it’s not doing that daily maintenance. With wet labs you had to do it or you would have problems the next day. With an inkjet, it’s a build up over time.